激光噴丸參數(shù)對 7075 鋁合金殘余應(yīng)力分布影響規(guī)律的數(shù)值分析
為了研究不同激光噴丸參數(shù)對殘余應(yīng)力分布的影響規(guī)律, 較快獲取期望的殘余應(yīng)力分布, 通過利用有限元軟件 ABAQUS 對激光噴丸過程進(jìn)行數(shù)值模擬, 完成了 7075 航空鋁合金靶材在不同沖擊波峰值壓力、 沖擊次數(shù)、 光斑大小及搭接率 等工藝參數(shù)下的數(shù)值模擬。 模擬結(jié)果表明: 隨著峰值壓力的增加, 材料表面殘余壓應(yīng)力也增加, 當(dāng)峰值壓力增大到一定值時, 材料表面殘余壓應(yīng)力達(dá)到最大; 當(dāng)峰值壓力一定時, 材料表面及內(nèi)部殘余壓應(yīng)力隨光斑大小及沖擊次數(shù)的增加而增加; 隨著 光斑搭接率的增加, 材料表面殘余壓應(yīng)力增大, 且隨著搭接率的增加, 表面殘余壓應(yīng)力的波動逐漸減小。
飛機(jī)服役一定年限后, 其結(jié)構(gòu)件存在大量的腐 蝕損傷, 時刻威脅著飛機(jī)的飛行安全 。 因此, 解 決材料表面腐蝕損傷問題、 提高金屬材料耐應(yīng)力腐 蝕性能顯得尤為迫切。 目前, 國內(nèi)外通常采用表面 強(qiáng)化技術(shù)來改善材料的耐應(yīng)力腐蝕性能。 與其他 表面強(qiáng)化技術(shù)相比, 激光噴丸具有靈活可控、 應(yīng)變 率高、 效果顯著等特點, 因而在航空航天領(lǐng)域具有 較為廣闊的應(yīng)用前景 。 掌握各種不同激光噴丸工藝參數(shù)對材料表面殘余應(yīng)力分布的影響規(guī)律, 將有 助于更加快捷地獲取所期望的殘余應(yīng)力分布, 為實 際飛機(jī)維修工作提供一定的理論指導(dǎo)。
在激光噴丸參數(shù)對殘余應(yīng)力分布影響規(guī)律方面, 周建忠 、 胡永祥 等分別以 2024 – T3 鋁合金和 35CD4 50HRC 鋼為研究對象, 通過有限元模擬發(fā) 現(xiàn), 材料表面殘余壓應(yīng)力隨著沖擊次數(shù)的增加而增 加, 壓應(yīng)力影響層深度也隨之增加。 陳瑞芳等[6] 借 助 ANSYS 軟件對激光噴丸 40Cr 鋼試樣分析發(fā)現(xiàn),材料表面殘余壓應(yīng)力隨沖擊波峰值壓力的增加而增 加, 當(dāng)峰值壓力增加至一定值時, 材料表面殘余壓 應(yīng)力達(dá)到最大并不再增加。 黃舒等[7] 利用 ABAQUS軟件對 6061 – T6 鋁合金試樣模擬分析發(fā)現(xiàn), 試樣殘余應(yīng)力場隨光斑尺寸的增加而增加。 錢紹祥等通過激光沖擊 AISI202 不銹鋼焊接接頭試驗發(fā)現(xiàn), 提高光斑搭接率可以優(yōu)化激光噴丸后焊接接頭的應(yīng) 力分布, 提高材料表面壓應(yīng)力水平。 掌握不同激光 噴丸參數(shù)對材料表面殘余應(yīng)力分布的影響規(guī)律有助 于激光噴丸在實際操作過程中更好地運用。
本文以飛機(jī)常用 7075 航空鋁合金靶材為研究對 象, 利用有限元軟件 ABAQUS 對激光噴丸過程進(jìn)行 數(shù)值模擬, 分析 7075 鋁合金靶材在不同峰值壓力、 沖擊次數(shù)、 光斑大小及搭接率等條件下材料表面殘 余應(yīng)力分布情況, 獲取各不同工藝參數(shù)對材料表面 及內(nèi)部殘余應(yīng)力分布的影響規(guī)律, 為實際的飛機(jī)維 修工作奠定一定的理論基礎(chǔ)。
1 沖擊波壓力模型
由于激光噴丸過程中, 沖擊波對材料的作用過程極為復(fù)雜, 因而難以運用有限元軟件 ABAQUS 對 其進(jìn)行精確的數(shù)值模擬。 目前, 國內(nèi)外學(xué)者一般選 擇將沖擊波對材料作用等效為隨時間變化的壓力對 材料的作用。 1990 年, Fabbro R 等通過對毫米尺度 約束模型下沖擊波的半理論研究, 提出沖擊波峰值 壓力與激光功率密度的關(guān)系如下 :


式中: Pmax 為峰值壓力; α 為等離子體的比熱比; Z 為固體靶及約束層對沖擊波的聲阻抗; I0 為激光功 率密度。
Zhang W W 等沿用 Fabbro R 等的理論, 但其認(rèn) 為激光能量隨其與光斑中心距離呈準(zhǔn)高斯分布趨勢, 并得到?jīng)_擊波峰值壓力隨空間分布關(guān)系如下 :
式中: r 為某點與光斑中心距離; R 為光斑半徑。 本文采用式 (2) 對沖擊波峰值壓力隨空間分 布關(guān)系進(jìn)行計算, 采用的激光器基本參數(shù)為光斑能 量2J,脈寬≤10ns,焦點直徑Ф2mm,通過計算 可得, 光斑中心處沖擊波峰值壓力最大可達(dá)到3. 4 GPa。
Peyre P 等通過試驗研究發(fā)現(xiàn), 沖擊波壓力作用時間為激光脈寬的 3 ~ 4 倍。 本文所采用激光 器脈寬為 10 ns, 故而沖擊波壓力作用時間可取30ns模擬采用的沖擊波壓力隨時間變化曲線如圖1所示。
2 材料的本構(gòu)模型
激光噴丸是利用短脈沖?(幾十?ns)、?高峰值功 率密度?( > 109?W·cm?– 2?)?的激光束輻射金屬材料 表面,?其應(yīng)變速率極高?( >10的6次方?/S)。?激光噴丸過 程中,?由于金屬材料表面吸收層的隔熱作用,?金屬 材料的塑性變形可看做冷變形,?材料表面只受到?jīng)_ 壓力的作用。?材料屈服強(qiáng)度和流體應(yīng)力隨著應(yīng)變率 的提高而提高,?而硬化率則會隨之降低,?因此,?可 近似采用理想彈塑性材料模型。?在一維應(yīng)變條件下,?材料的初始屈服極限應(yīng)力可定義為?Hugoniot?彈性極 限?(σHEL)。?當(dāng)材料中應(yīng)力波壓力小于?σHEL?時,?材 料處于彈性極限范圍內(nèi),?只會發(fā)生彈性變形;?當(dāng)壓 力大于?σHEL?時,?材料將產(chǎn)生無法恢復(fù)的塑性變形;?當(dāng)材料中應(yīng)力波壓力達(dá)到?σHEL?時,?材料產(chǎn)生屈服。?材料的動態(tài)屈服強(qiáng)度?σr?計算式如下?:

式中: v 為材料的泊松比。 7075 航空鋁合金機(jī)械性能如表 1 所示 。
3 有限元模型的建立
激光沖擊處理 7075 鋁合金靶材, 由于激光光斑為圓形, 其在材料表面的壓力作用區(qū)域亦為圓形, 且沖擊波壓力成中心對稱, 為提高計算機(jī)運算速率, 僅對模型1/2進(jìn)行建模。 本文在建模時, 將模型簡 化為20 ×8 ×4 的立方體, 如圖2 所示, 其中1/2 圓 形為沖擊波壓力作用范圍。 胡永祥[13] 通過研究發(fā) 現(xiàn), 激光噴丸沖擊波主要沿縱向傳播, 因而對縱向 網(wǎng)格尺寸要求遠(yuǎn)遠(yuǎn)高于橫向網(wǎng)格。 在橫向上, 對激 光噴丸區(qū)域, 采用R/Lxy =20 (Lxy為激光噴丸模型 橫向尺寸大小) 進(jìn)行網(wǎng)格劃分。 縱向上, 越靠近激 光沖擊區(qū)域表面需要越細(xì)的網(wǎng)格, 而對靠近下表面 的網(wǎng)格尺寸要求較低。 因此, 本文采用 single 的布 種方法, 從模型上表面到下表面, 其種子分布間 距呈等比數(shù)列遞增。 為提高運算效率, 對模型非 關(guān)鍵部分選用較為粗大的網(wǎng)格進(jìn)行劃分。 得到的 激光噴丸有限元模型如圖 2 所示, 其單元類型為 C3D8R, 單元數(shù)量為 137025, 模型的剖面設(shè)置為 對稱邊界。

4 模擬結(jié)果及分析
利用有限元軟件 ABAQUS 對激光噴丸過程進(jìn)行 數(shù)值模擬, 當(dāng)沖擊波峰值壓力為 2. 04 GPa、 光斑直 徑為 Ф4 mm、 脈寬為 10 ns 時, 最終得到的穩(wěn)定殘 余應(yīng)力場如圖 3 所示。
圖 4 為激光噴丸后 7075 鋁合金沿表面方向及深度方向的殘余應(yīng)力分布曲線。 由圖 3 及圖 4a 可知,當(dāng)沖擊波峰值壓力為 2. 04 GPa 時, 材料表面殘余應(yīng)力最大值出現(xiàn)在光斑中心處, 即圖 4a 中的 A 點處,為 – 315. 9 MPa。 隨著距光斑中心距離的增加, 材料表面殘余壓應(yīng)力逐漸減小, 其原因主要是光斑中心處激光功率密度較高, 產(chǎn)生沖擊波峰值壓力較大, 而邊緣處激光功率密度較低, 產(chǎn)生的沖擊波壓力也較小, 造成光斑中心殘余壓應(yīng)力較大
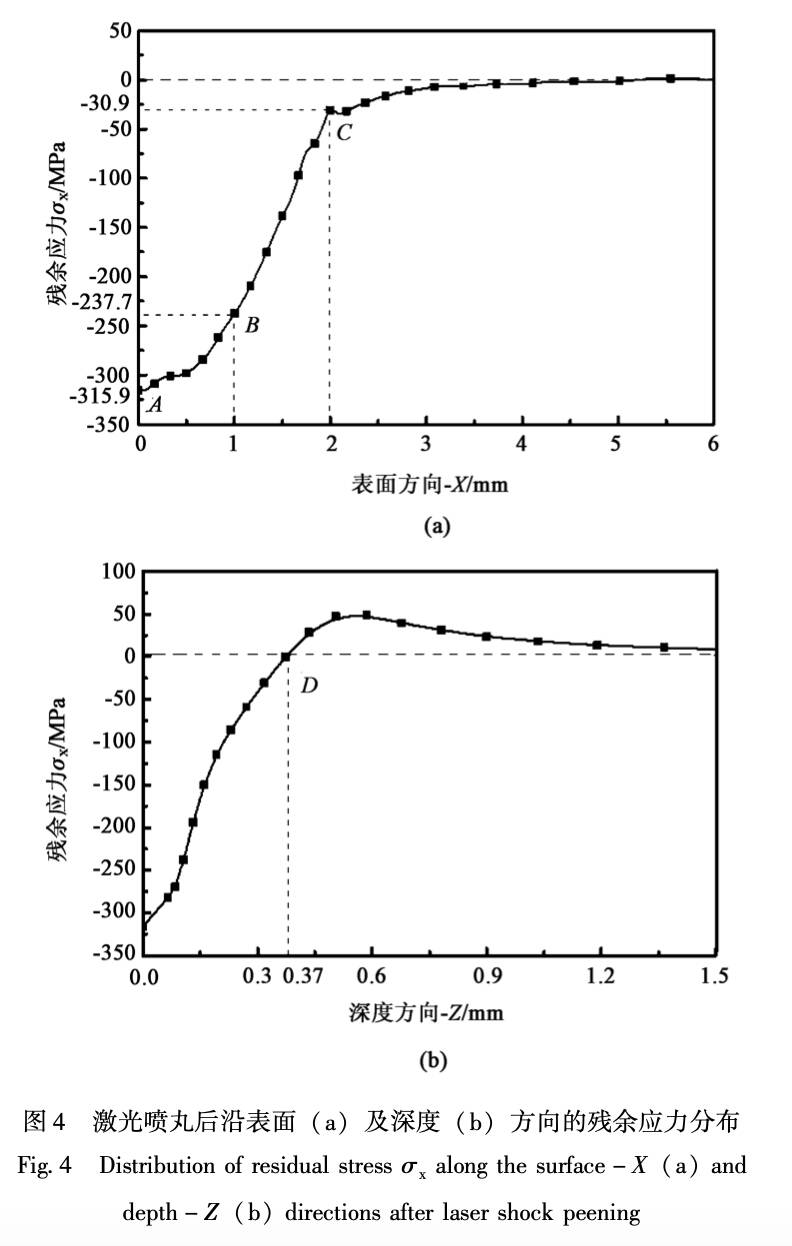
而邊緣處殘余應(yīng)力較小。 在距光斑中心 1 mm 處, 即圖 4a 中 B 點處, 材料表面殘余壓應(yīng)力減小為 -237.7MPa。 在光斑邊緣處, 如圖4a中C點所 示, 材料表面殘余壓應(yīng)力進(jìn)一步減小為 – 30. 9 MPa。 由圖 4b 可知, 材料內(nèi)部殘余壓應(yīng)力隨著深 度的加深而逐漸減小,約在0.37mm處(圖4b中 D 點) 減小為 0, 即殘余壓應(yīng)力影響層深度為 0. 37mm。 當(dāng)深度進(jìn)一步加深時材料內(nèi)部出現(xiàn)殘余拉應(yīng)力并逐漸較小為 0。
5 激光噴丸參數(shù)對殘余應(yīng)力分布的 影響規(guī)律
5. 1 沖擊波峰值壓力對殘余應(yīng)力分布的影響規(guī)律 沖擊波峰值壓力大小是影響殘余應(yīng)力分布的一 個關(guān)鍵性因素。 由激光器基本參數(shù)并根據(jù)式 (2) 計算可知, 激光器所能提供的最大沖擊波峰值壓力 為 3. 4 GPa, 在模擬時選取沖擊波峰值壓力應(yīng)小于
該值。?選取沖擊波峰值壓力?P?分別為?0. 5Pmax, 0. 6Pmax, 0. 7Pmax, 0. 8Pmax, 0. 9Pmax,?即?1. 7, 2. 04, 2. 38, 2. 72?和3. 06 GPa?進(jìn)行有限元模擬,?其 他激光噴丸參數(shù)為:?沖擊波壓力作用時間?30 ns、?光 斑大小?Ф4 mm、?沖擊?1?次,?得到不同峰值壓力下殘余應(yīng)力?σx?沿表面方向及深度方向分布曲線,?如圖?5所示,?由圖?5?可以給出以下結(jié)果。
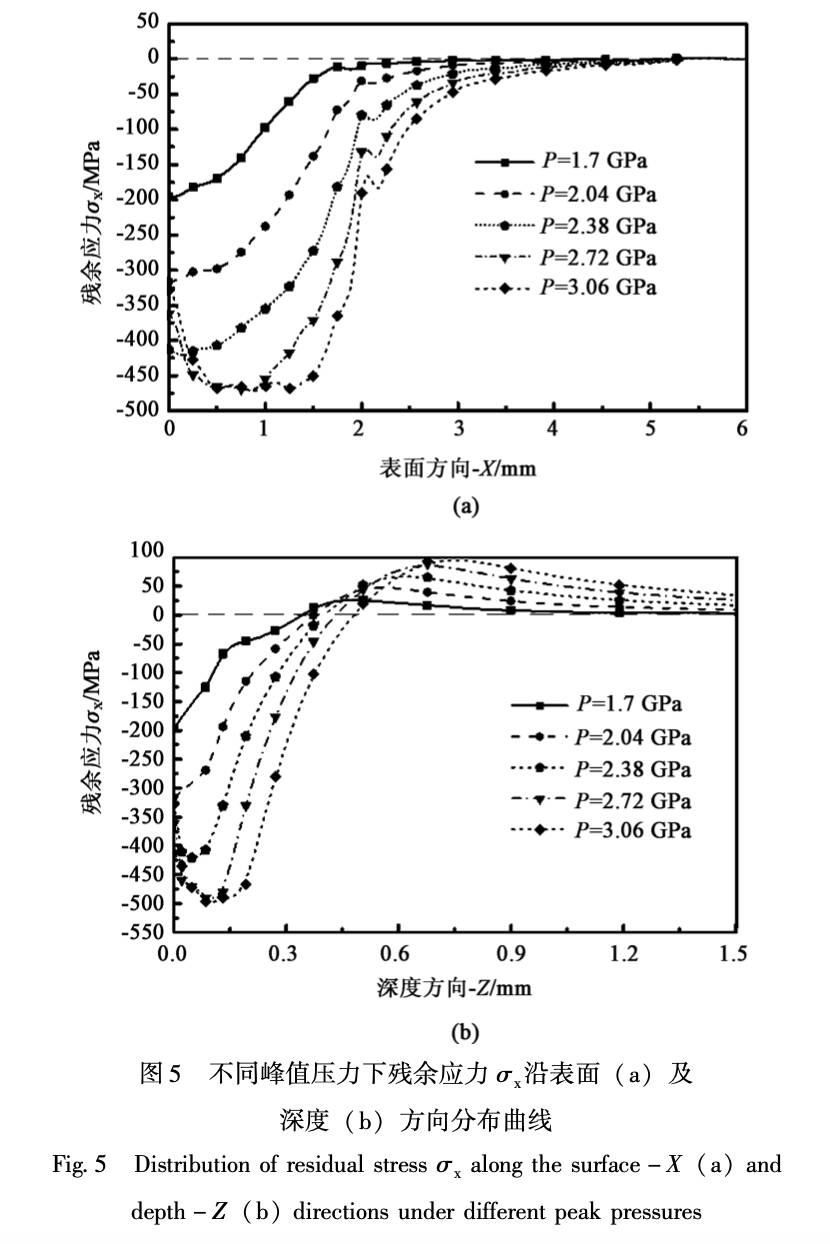
(1)?沖擊波峰值壓力的大小對材料表面及內(nèi)部 殘余應(yīng)力分布有較大的影響。?當(dāng)峰值壓力為1. 7 GPa時,?材料表面殘余壓應(yīng)力最大值為?– 196. 3 MPa,?位于光斑中心處; 材料表面最大殘余壓應(yīng)力隨沖擊波 峰值壓力的增加而增加。 當(dāng)沖擊波峰值壓力為 2. 72 GPa 時, 材料表面峰值壓力達(dá)到最大。 進(jìn)一步 增加峰值壓力時, 材料表面殘余壓應(yīng)力幾乎不再增 加。 其原因主要是沖擊區(qū)域材料塑性變形趨于飽和, 使殘余壓應(yīng)力難以提高。
(2) 材料內(nèi)部最大殘余壓應(yīng)力及殘余壓應(yīng)力影 響層深度隨著沖擊波峰值壓力的增加而增加, 當(dāng)峰 值壓力為 1. 7 GPa 時, 殘余壓應(yīng)力影響層深度為 0. 37 mm。 當(dāng)峰值壓力增加至 3. 06 GPa, 殘余應(yīng)力 影響層深度增加至 0. 49 mm。
(3) 當(dāng)峰值壓力為2. 72 和3. 06 GPa 時, 靶材 表面均出現(xiàn)了明顯的殘余應(yīng)力洞現(xiàn)象, 即殘余壓 應(yīng)力峰值并不出現(xiàn)在沖擊區(qū)域的幾何中心, 而是 出現(xiàn)在距中心一定距離的環(huán)形區(qū)域。 且隨著沖擊 波峰值壓力的增加, 殘余應(yīng)力洞現(xiàn)象越明顯。 這 主要是由于沖擊波峰值壓力越大, 沖擊區(qū)域邊緣 邊界效應(yīng)產(chǎn)生的諸如 Rayleigh 波和切應(yīng)變波等強(qiáng)度越 大, 造成沖擊區(qū)域中心材料反向塑性變形越顯著[14]。
5. 2??沖擊次數(shù)對殘余應(yīng)力分布的影響規(guī)律?
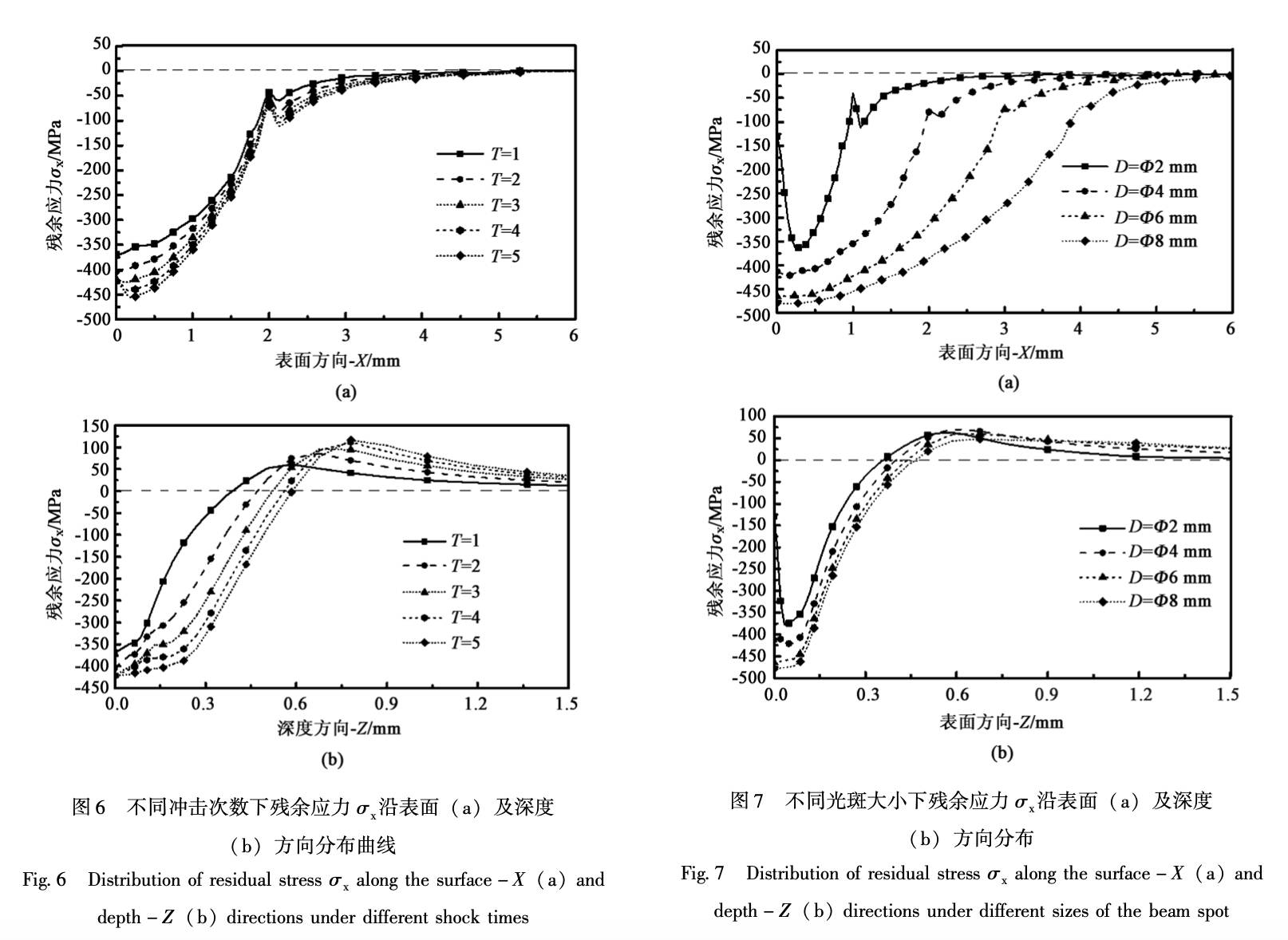
在某些情況下,?為了使靶材表面及內(nèi)部達(dá)到較 大的殘余壓應(yīng)力值,?但由于設(shè)備功率限制,?無法在 一次沖擊后實現(xiàn)時,?可采用單點多次沖擊[5]?。?為了研究激光沖擊次數(shù)?T?對殘余應(yīng)力分布的影響規(guī)律,?分別對靶材進(jìn)行單點?1 ~ 5?次沖擊進(jìn)行數(shù)值分析,?其 他激光噴丸參數(shù)為峰值壓力?2. 2 GPa、?光斑直徑?Ф4 mm、?沖擊波壓力持續(xù)時間?30 ns。?得到不同沖擊 次數(shù)下殘余應(yīng)力?σx?沿表面方向及深度方向的分布曲 線,?如圖?6?所示,?可以得出以下結(jié)果。
(1) 隨著沖擊次數(shù)的增加, 材料表面殘余壓應(yīng) 力增加。 當(dāng)沖擊次數(shù)T由1增加至5時, 材料表面 最大殘余壓應(yīng)力值分別為 – 369.3, – 404.2,-424.5, -443.1和-454.7MPa,沖擊2,3,4 和 5 次后殘余壓應(yīng)力最大值分別相對前一次沖擊后 殘余壓應(yīng)力最大值增加 9. 45% , 5. 02% , 4. 38% 和2. 61% 。 由此可見, 在沖擊第 2 次時, 材料表面最 大殘余應(yīng)力增長幅度最大, 為9.45%, 再增加沖擊 次數(shù)時, 其增益效果減弱。 其原因是由于多次沖擊 后, 材料產(chǎn)生硬化現(xiàn)象, 再次產(chǎn)生塑性變形必須在 材料表面施加更大的沖擊壓力。
(2)?材料內(nèi)部最大殘余壓應(yīng)力及殘余壓應(yīng)力影 響層深度隨著沖擊次數(shù)的增加而增加。?當(dāng)沖擊次數(shù) 從?1?增加至?5?時,?殘余壓應(yīng)力影響層深度分別為?0.39, 0.47, 0.52, 0.56?和?0.58 mm。?由此可見,隨著沖擊次數(shù)的增加,?殘余壓應(yīng)力影響層深度增益 效果減弱。
5. 3?光斑大小對殘余應(yīng)力分布的影響規(guī)律
為了探索光斑大小對激光噴丸殘余應(yīng)力分布的 影響規(guī)律, 選取直徑 D 分別為 Ф2, Ф4, Ф6 和 Ф8 mm 的光斑進(jìn)行數(shù)值分析。 其他激光噴丸工藝參 數(shù)為: 峰值壓力 2. 38 GPa、 沖擊波壓力持續(xù)時間 30 ns、 沖擊 1 次, 得到的不同光斑大小下殘余應(yīng)力 σx沿表面方向及深度方向的分布曲線, 如圖7所示, 由圖 7 可以得出以下結(jié)果。
(1)?當(dāng)光斑直徑分別為?Ф2,?Ф4,?Ф6?和?Ф8 mm?時,?材料表面最大殘余應(yīng)力分別為?– 363.2, -421.2, – 464.9?和?– 479.3 MPa。?光斑直徑為Ф4,?Ф6,?和?Ф8 mm?分別相對光斑半徑為?R2 mm?時表面最大殘余壓應(yīng)力增加?15.9%, 28.0%?和31. 97% 。?由此可知,?材料表面殘余壓應(yīng)力隨著光斑尺寸的增加而增加。?當(dāng)光斑尺寸增大到一定值時,其表面最大殘余壓應(yīng)力增益效果減弱。?其原因主要是小直徑光斑下沖擊波在材料內(nèi)部傳播類似球面波,大光斑直徑下沖擊波在材料內(nèi)部傳播類似平面波,球面波的衰減速率遠(yuǎn)大于平面波。
2) 當(dāng)光斑尺寸分別為 Φ2, Φ4, Φ6 和Φ8 mm 時, 殘余壓應(yīng)力影響層深度分別為 0. 36, 0. 40, 0. 43, 和 0. 46 mm。 由此可見, 在峰值壓力一定時,殘余應(yīng)力影響層深度隨著光斑尺寸的增加而增加。
(3) 當(dāng)光斑直徑為 Φ2 mm 時, 靶材表面出現(xiàn) 了非常明顯的殘余應(yīng)力洞現(xiàn)象, 且殘余應(yīng)力洞現(xiàn)象 隨著光斑尺寸的增大而逐漸消失。 這主要是由于光 斑直徑越大, 光斑邊界效應(yīng)越小, 產(chǎn)生的稀疏波的 強(qiáng)度越低, 且大光斑下稀疏波傳播行程長, 匯聚到 光斑中心時強(qiáng)度進(jìn)一步減弱, 造成沖擊區(qū)域中心反 向塑性變形較小。
5. 4??光斑搭接率對殘余應(yīng)力分布的影響規(guī)律?
在激光噴丸過程中,?為了使靶材表面沖擊波峰 值壓力達(dá)到某一大小,?激光器需保證一定的功率密 度。?由于激光器本身功率限制,?在激光噴丸時選用 的光斑不宜過大,?單個光斑不可能對整個待沖擊區(qū) 域一次性沖擊強(qiáng)化處理。?因而,?在實際激光噴丸過 程中需采用一定的光斑搭接處理工藝。?光斑搭接率計算公式為[8]?:
p =?(1?– L / D)?×?100%?(4)
式中:?L?為兩相鄰光斑間距離;?D?為光斑直徑。
為研究光斑搭接率對殘余應(yīng)力分布的影響規(guī)律,?分別采用搭接率為?0% , 25% , 50%?和?75%?進(jìn)行模 擬,?激光噴丸參數(shù)選擇沖擊波峰值壓力?2. 04 GPa、?光斑直徑?Ф?4 mm、?沖擊波壓力作用時間?30 ns、?沖擊?1?次,?得到的不同搭接率時材料表面殘余應(yīng)力?σx?沿表面?X?方向分布規(guī)律,?如圖?8?所示,?圖中圓形區(qū) 域為激光沖擊區(qū)域。?圖?9?為不同搭接率下殘余應(yīng)力?σx?沿材料表面?X?方向分布曲線對比。
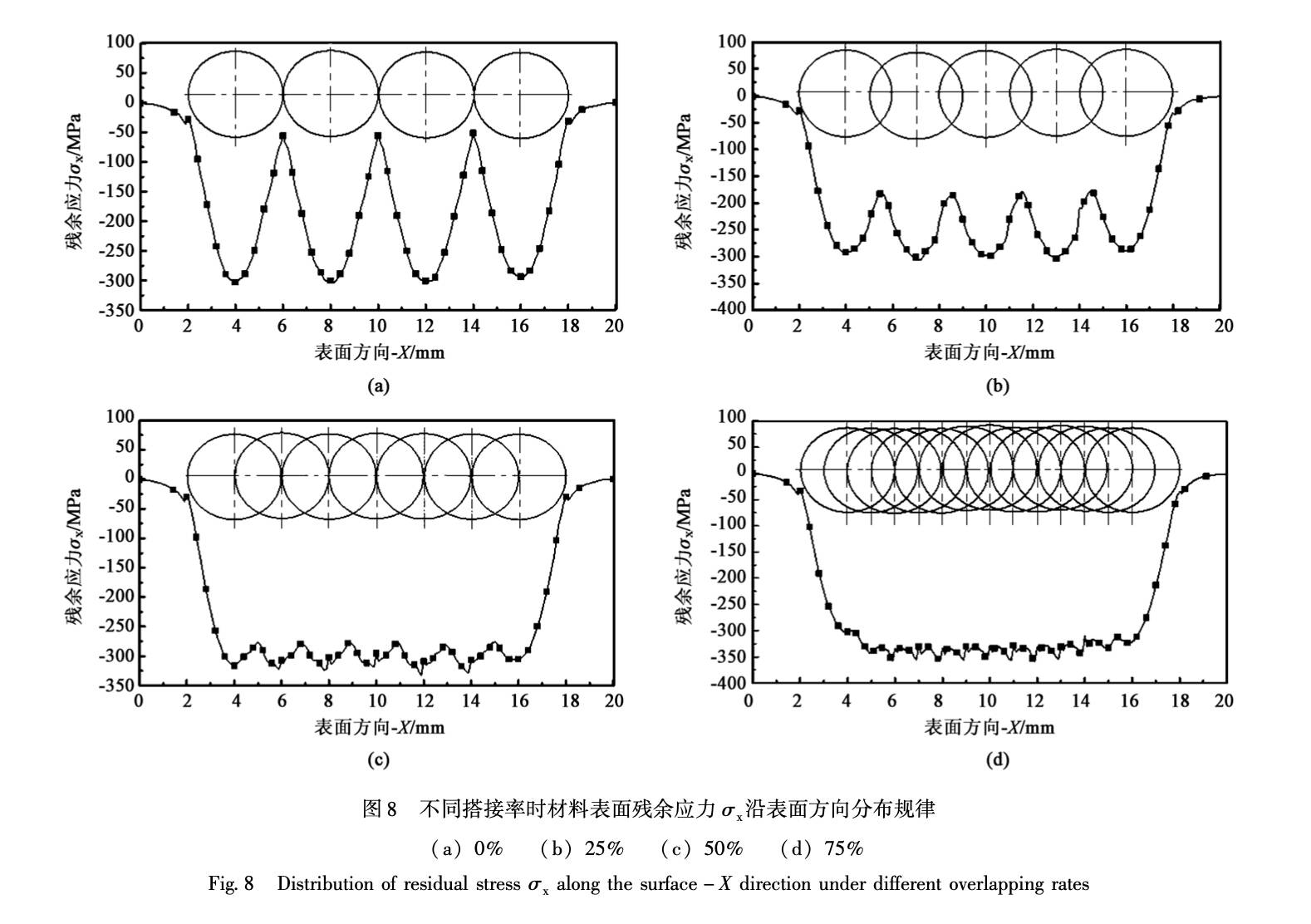
由圖8a可知,?當(dāng)光斑搭接率為0%時,?由于相鄰光斑之間不存在任何搭接,?因而各次激光噴丸過程是相對獨立的過程,?材料表面殘余壓應(yīng)力極大值出現(xiàn)在光斑中心處,?極小值出現(xiàn)在各激光沖擊區(qū)域邊緣處,?且材料表面殘余壓應(yīng)力波動較明顯。?由圖8b可知,?當(dāng)光斑搭接率為25%時,?由于相鄰光斑之 間存在少量搭接,?且各激光沖擊區(qū)域中心不存在搭 接,?因而材料表面殘余壓應(yīng)力極大值出現(xiàn)在激光沖 擊區(qū)域中心處。?而在沖擊邊緣處,?由于與后一沖擊 區(qū)域光斑半徑中點搭接,?使該處殘余壓應(yīng)力得到較 大改善,?殘余壓應(yīng)力極小值并未出現(xiàn)在光斑邊緣處,?而是出現(xiàn)在相鄰兩光斑搭接區(qū)域中點處。?且材料表 面殘余壓應(yīng)力波動值較搭接率為?0%?時減小很多。?由圖?8c?可知,?當(dāng)搭接率為?50%?時,?前一沖擊區(qū)域 中心正好與下一沖擊區(qū)域邊緣搭接,?前一沖擊區(qū) 域邊緣恰好與后一沖擊區(qū)域中心搭接,?由于沖擊 區(qū)域中心殘余壓應(yīng)力較大,?沖擊區(qū)域邊緣壓應(yīng)力 較小,?搭接后材料表面殘余應(yīng)力波動值較搭接率 為25%時有明顯改善。?殘余壓應(yīng)力極大值出現(xiàn)在 沖擊區(qū)域中心,?極小值出現(xiàn)在光斑半徑中點處。?由圖8d可知,?當(dāng)光斑搭接率為75%時,?前1?個沖 擊區(qū)域中心正好與后?1?個沖擊區(qū)域半徑中點處及 其后第?2?個沖擊區(qū)域邊緣處搭接,?由于沖擊區(qū)域中心殘余應(yīng)力值較大, 搭接后材料表面殘余應(yīng)力極 大值出現(xiàn)在該區(qū)域。 材料表面殘余應(yīng)力波動值在搭 接率為 75% 時更小。
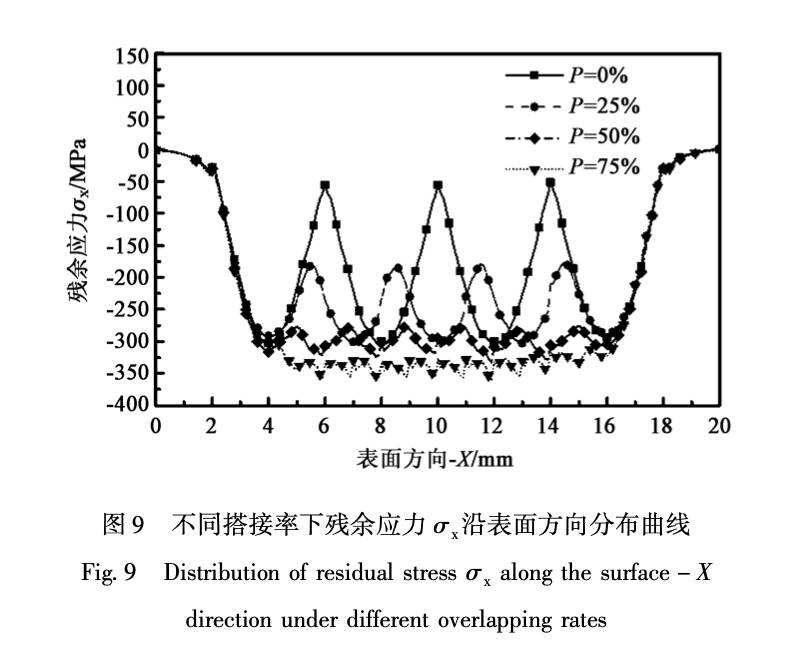
由圖 9 可知, 材料表面整體殘余壓應(yīng)力隨著光 斑搭接率的增加而增加。 其原因主要是光斑搭接率 越大, 同一區(qū)域激光沖擊次數(shù)越多, 因而其殘余壓 應(yīng)力越大。
6 結(jié)論
(1) 材料表面殘余壓應(yīng)力隨沖擊波峰值壓力的 增加而增加。 當(dāng)峰值壓力增加至一定值 (如7075 航 空鋁合金靶材當(dāng)光斑半徑為 R4 mm 時、 峰值壓力為 2. 72 GPa) 時, 材料表面殘余壓應(yīng)力達(dá)到最大。 過 大的沖擊波峰值壓力作用在材料表面會在沖擊區(qū)域 中心處產(chǎn)生極為明顯的殘余應(yīng)力洞現(xiàn)象, 在實際激 光噴丸過程中應(yīng)盡量避免。
(2) 隨著沖擊次數(shù)的增加, 材料表面殘余壓應(yīng) 力增加。 但當(dāng)沖擊次數(shù)達(dá)到一定值 (本文中對應(yīng)沖 擊次數(shù)為 3 次) 時, 其增益效果減弱。 在實際激光 噴丸過程中, 為提高生產(chǎn)效率, 應(yīng)盡量避免采用過 多的沖擊次數(shù)。
(3)?光斑搭接率是影響材料表面殘余應(yīng)力分布 的一個重要參數(shù)。?當(dāng)搭接率為?75%?時,?材料表面殘 余應(yīng)力較大,?且沿表面方向波動較小,?在實際操作 中應(yīng)優(yōu)先選取。
江蘇激光噴丸設(shè)備制造商,激光噴丸代工服務(wù)商,竭誠為您服務(wù)
噴拋丸設(shè)備、噴丸強(qiáng)化技術(shù)服務(wù),182 0189 8806 文章鏈接:http://m.syzsxby.com/1752/
 微信聯(lián)系咨詢
微信聯(lián)系咨詢 消息")