選用不同的覆蓋率對 Q345鋼試樣進(jìn)行超聲波噴丸強(qiáng)化 處理。試驗(yàn)結(jié)果表明:隨著噴丸覆 蓋率的增加 ,Q345鋼試樣表層組織晶粒逐漸變細(xì),顯微硬度和表 面殘余壓應(yīng)力值均不斷提 高,而 表面粗糙度值卻隨著覆蓋率的增加而降低。
超聲波噴丸 (USP)是一種新型的表 面改性方法 ,與傳統(tǒng) 噴丸相 比 ,超聲波噴丸能獲得 更大 的硬化 層 深 度 和壓應(yīng)力值 ,且工件表面粗糙度精度良好 ,同時(shí)其具有容易實(shí)現(xiàn) 自動(dòng)化生產(chǎn) 、成形工序簡單等優(yōu) 勢 ,因 此 在 航 空 、航 天 、汽 車 等 工 業(yè) 領(lǐng) 域 具 有 廣 闊 的 應(yīng) 用 前 景 ,具 有 十 分 重 要 的 研 究 價(jià) 值。
所謂噴丸覆蓋率 ,是指噴丸后試樣表面上彈坑 占據(jù)的面積與受噴表面總面積之比,通常以百分?jǐn)?shù) 的形式表示。在工程實(shí)際應(yīng)用中,除圖紙有其他規(guī) 定外,所有要求噴丸的表面最少應(yīng)達(dá)到 100%的表 面覆蓋率。目前 ,已經(jīng)有很多文獻(xiàn)對超聲波噴丸表 面改性方法進(jìn)行了闡述 ,然而還沒有文獻(xiàn)專門對噴 丸覆蓋率這一影響參數(shù)進(jìn)行較為深入的研究 ;而且 在 工 程 實(shí) 際 應(yīng) 用 中 ,雖 然 已 經(jīng) 肯 定 了 100% 覆 蓋 率 對于超聲波噴丸強(qiáng)化效果的影響 ,但是當(dāng)覆蓋率高 于 100% 時(shí) 噴 丸 效 果 如 何 卻 還 沒 有 定 性 的 結(jié) 論 。
因 此 ,本 文 以 Q345 鋼 為 研 究 對 象 ,選 用 lOO% ,200% 和 300% 等 3種 不 同 的 覆 蓋 率 對 試 樣 進(jìn)行超聲波噴丸處理 ,通過光學(xué)金相顯微鏡、顯微 硬度儀 、XRD殘余應(yīng)力分 析儀和表面粗糙度測試 儀分析研究噴丸強(qiáng)化層的微觀組織結(jié)構(gòu)、顯微硬度 分布特點(diǎn) 、殘余應(yīng)力狀態(tài) 、表面物理狀態(tài) ,為超聲波 噴丸強(qiáng)化在 Q345鋼等常用金屬材料改性方面的 應(yīng)用提供參考。
1 試驗(yàn)條件及方法
1.1 試驗(yàn) 條件
本 試 驗(yàn) 的 材 料 選 用 厚 度 為 2mm 的 Q345 鋼 板 ,其 物 理 性 能 :彈 性 模 量 E 為 206GPa,抗 拉 強(qiáng) 度 Or 為 470MPa,屈 服 強(qiáng) 度 度 為 345MPa,延 伸 率 6為3 2 % , 密 度 P 為 7 8 5 0 k g · in ~ 。 超 聲 波 噴 丸 裝 置 選 用手持型SY一2000P超聲波噴丸機(jī)(如圖1所 示 )。其原理是 通過換能器將超聲波發(fā)生器產(chǎn)生 的 頻 率 大 于 20kHz的 振 蕩 電 信 號(hào) 轉(zhuǎn) 換 為 同 頻 率 的 縱波機(jī)械振動(dòng)能量 ,再通過變幅桿將換能器微小振 幅 (一 般 為 4 m )放 大 到 2O ~ 80 m ,然 后 借 助 安 裝 在振動(dòng)工具頭上 的撞針或噴丸室里的彈丸 沖擊金 屬材料表面,使金屬表層發(fā)生塑性變形 ,產(chǎn)生小的 凹坑 ,使得在噴丸過程中,材料經(jīng)歷彈性變形 、彈塑 性變形和完全塑性變形過程 ,而球形曲面直接增大了上層表面的表面積 。金屬材料表層發(fā)生 的塑性 變形具有一定的深度 ,形成的殘余壓應(yīng)力不僅存在 于金屬表面上 ,而且沿板料厚度方 向呈一定形式分布。


本試驗(yàn)的測量設(shè)備使用可視化工具——測量 顯 微 鏡 觀 察 Q345鋼 試 樣 橫 截 面 的 金 相 組 織 ;顯微硬度測量采用MVC-1000A1型顯微硬度計(jì),所加載荷為200g,加載時(shí)間為15s;采用MSF-3M型XRD殘余應(yīng)力分析儀測定Q345鋼拋光試樣及經(jīng)不同超聲波噴丸覆蓋率處理后試樣表面的殘余應(yīng)力分布;采用TR101袖珍式表面粗糙度儀測量試樣的表面粗糙度。
2 試驗(yàn)結(jié)果與討論
1.2試驗(yàn)方法
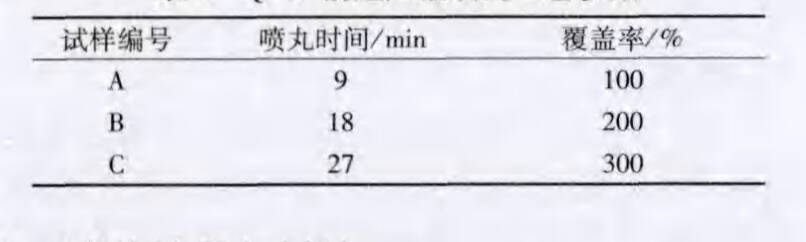
試驗(yàn)前對Q345鋼試樣表面進(jìn)行機(jī)械拋光處理,以獲得光潔平整的表面,然后采用手持型SY2000P超聲波噴丸機(jī)對試樣進(jìn)行雙面噴丸。超聲波噴丸采用3種不同的規(guī)范,分別記為A, B和C,其工藝參數(shù)見表1。
2.1金相組織觀察
金相組織如圖2所示。圖2(a)為Q345鋼試樣的原始組織,可以看到試樣內(nèi)部組織晶粒大小基本一致,尺寸約為20 ~50um。經(jīng)過不同覆蓋率的噴丸處理后可以發(fā)現(xiàn),隨著噴丸覆蓋率的增加,試樣的晶粒尺寸也變的越來越小,當(dāng)超聲波噴丸的覆蓋率達(dá)到300%時(shí),晶粒的最小尺寸為15um左右,而且部分晶粒變得破碎,有些晶粒甚至已經(jīng)難以辨別,這種晶粒碎化是超聲波噴丸過程中試樣表面反復(fù)塑性變形的結(jié)果。
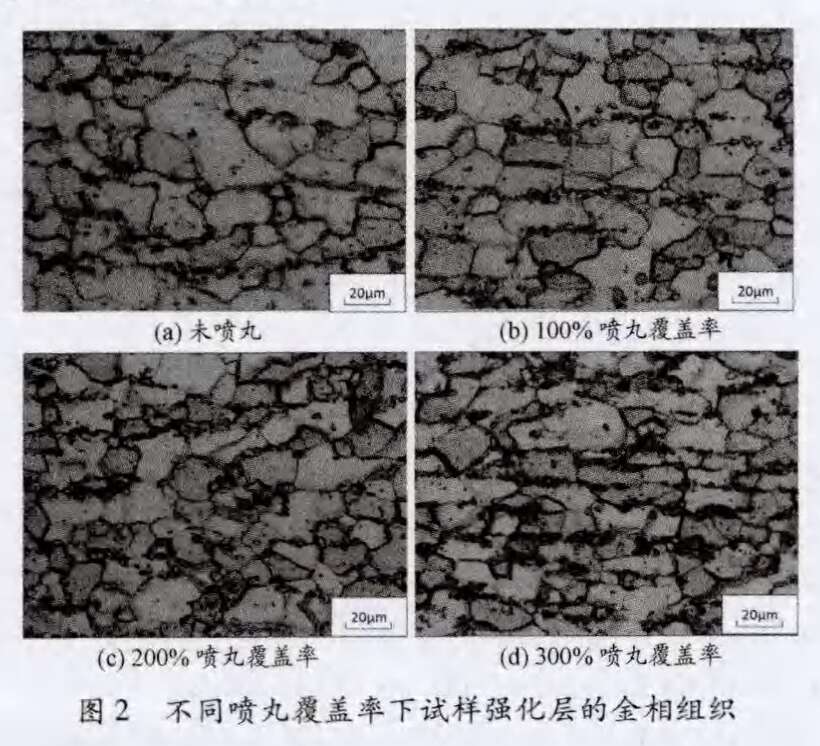
當(dāng)噴丸覆蓋率較低時(shí),試樣表層晶粒細(xì)化的效果并不明顯,這是由于在較小的覆蓋率下撞針沖擊試樣表面的次數(shù)較少,表層材料發(fā)生反復(fù)塑性變形的次數(shù)不是很多,因此晶粒尺寸沒有發(fā)生顯著的變化。隨著噴丸覆蓋率的增加,表層材料受到撞針反復(fù)的沖擊作用,發(fā)生了劇烈的塑性變形,晶粒細(xì)化的效果較為顯著。
2.2 顯微硬度測定
Q345鋼試樣的顯微硬度沿層深的分布如圖3所示。從圖3可以看出,超聲波噴丸后試樣表面顯微硬度隨噴丸覆蓋率的增大而增大,未噴丸試樣的顯微硬度值基本趨于一致。同一種噴丸覆蓋率下,試樣從表面到0.2mm處塑性變形層的顯微硬度明顯下降,之后的顯微硬度值漸漸趨于平緩,即曲線下降趨勢隨深度的增大而減小,最后趨于平緩。
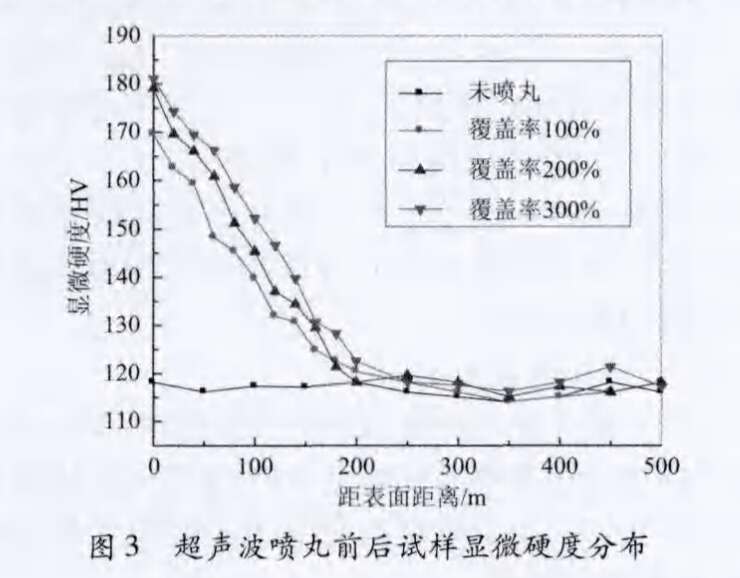
此外,由圖3可知,超聲波噴丸強(qiáng)化后的顯微硬度值均比未噴丸試樣的大,這是由于晶粒細(xì)化和加工硬化提高了硬度。隨著覆蓋率的提高,材料顯微硬度的增高符合Hall-Petch理論,即材料硬度隨亞晶粒尺寸的減小而增高。此外,由位錯(cuò)理論可知,噴丸材料表面在塑性變形過程中發(fā)生位錯(cuò)運(yùn)動(dòng),引起大量位錯(cuò)交割和增殖,并且增加空位、間隙原子、層錯(cuò)等結(jié)構(gòu)缺陷,從而阻礙位錯(cuò)的進(jìn)一步運(yùn)動(dòng),引起加工硬化。
2.3 殘余應(yīng)力測定
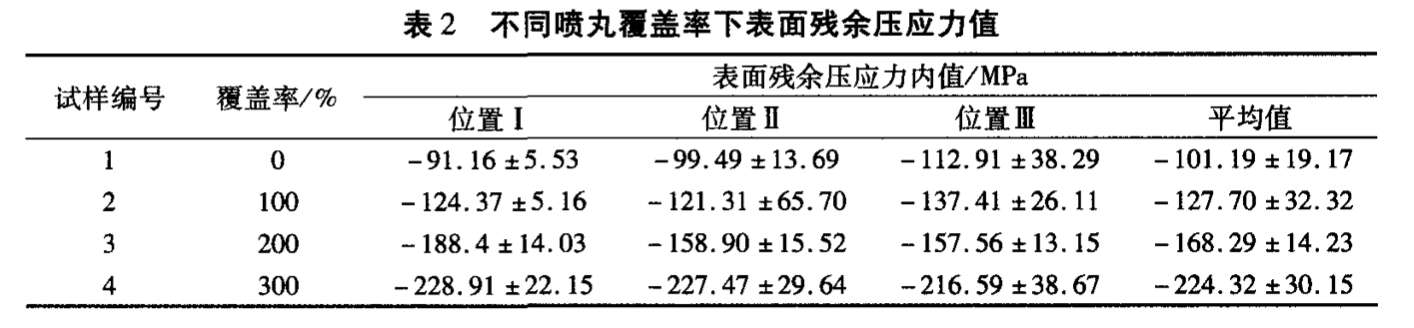
本文使用 射線衍射儀對Q345鋼在不同噴丸覆蓋率下產(chǎn)生的表面殘余壓應(yīng)力進(jìn)行測量,每個(gè)試樣選擇3個(gè)不同位置進(jìn)行測量,最終的測量結(jié)果見表2,試驗(yàn)結(jié)果顯示未噴丸和噴丸試樣表面層都存在殘余壓應(yīng)力場,隨著超聲波噴丸覆蓋率的增加,表面殘余壓應(yīng)力的值也不斷增大。試樣表層殘余應(yīng)力的產(chǎn)生既與機(jī)械應(yīng)力所造成的塑性變形有關(guān),也與熱應(yīng)力所造成的塑性變形有關(guān),超聲波噴丸產(chǎn)生的殘余壓應(yīng)力來源于材料塑性變形的不均勻性和未塑性變形部分的彈性回復(fù)作用,超聲波噴丸過程中,撞針以一定的速度反復(fù)撞擊材料表面,使表層金屬只在一定深度的局部范圍內(nèi)產(chǎn)生塑性變形,由于表層和內(nèi)層間的不均勻塑性變形使得受噴部位形成殘余壓應(yīng)力 ,內(nèi)部則 為拉應(yīng)面萌生,在交變應(yīng)力的作用下,裂紋源只有到表面層最薄弱的地方尋找?guī)茁?,一般只能產(chǎn)生在壓應(yīng)力 場發(fā)生變化的地方,如產(chǎn)生殘余拉應(yīng)力 、有夾雜物 、 有缺陷的地方 ;裂紋成核后雖然有外力繼續(xù)作用 , 但裂紋的擴(kuò)展受到了壓應(yīng)力場的阻抑 ,難以快速擴(kuò) 展 ,要 想 擴(kuò) 展 必 須 達(dá) 到幫 0a≥ 0- 0r,即 交 變 的 外 力0r 要 大 于 材 料 本 身 的 抗 力 與 殘 余 應(yīng) 力 之 差 。
由 此 可 見 ,Q 34 5 鋼 經(jīng) 超 聲 波 噴 丸 強(qiáng) 化 后 獲 得 的 表 面殘余壓應(yīng)力和表面層應(yīng)力場有助于改善該材料的抗疲勞斷裂能力。
2.4 表面粗糙度測定
本文對3 種不同超聲波噴丸覆蓋率下的 Q 345 鋼試樣進(jìn)行表面粗糙度測定 ,并與未噴丸試樣的結(jié) 果進(jìn)行對比。每個(gè)試樣選擇 3個(gè)不同位置進(jìn)行檢測 ,結(jié)果列于表 3。
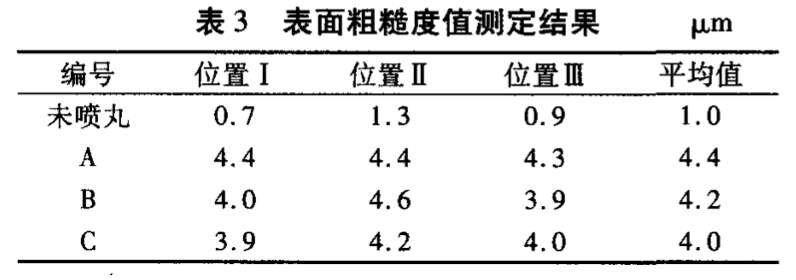
從 表 3 可 以 看 出 ,與 未 噴 丸 試 樣 相 比 ,Q 345 鋼 試樣經(jīng)超聲波噴丸強(qiáng)化處理后表面粗糙度 明顯增加,且隨著噴丸覆蓋率的增大,粗糙度不斷降低。?而 疲 勞 性 能 與 表 面 粗 糙 度 有 密 切 關(guān) 系 ,當(dāng) Q345鋼試 樣 經(jīng) 超 聲 波 噴 丸 處 理 后 ,表 面 粗 糙 度 最 高 可 達(dá) 到 4 .4um 。 研 究 表 明 ,表 面 粗 糙 度 的 增 高 會(huì) 引 起 明 顯 的 載 荷 應(yīng) 力 集 中 ,降 低 噴 丸 引 入 的 最 大 殘 余力。
表面殘余壓應(yīng)力可有效抑制疲勞裂紋源在表壓應(yīng)力值,削弱殘余壓應(yīng)力的作用 。因此,對Q345鋼試樣表面進(jìn)行超聲波噴丸處理時(shí),應(yīng)盡量 避免噴丸引入的表面粗糙度值過高 ,而提高覆蓋率 就是一種非常簡單有效的方法。
3 結(jié)束語
綜 上 所 述 ,Q 345 鋼 表 面 性 能 隨 噴 丸 覆 蓋 率 的增加而變得更加優(yōu) 良,展現(xiàn)出良好的應(yīng)用前景 ,而 超聲波噴丸覆蓋率對其他金屬表面性能的影響仍 需要深人 了解 。如何充分利用不 同的超聲波噴丸 覆蓋率對金屬表面進(jìn)行強(qiáng)化處理從而得到優(yōu) 良性 能的金屬材料 ,是金屬材料研 究工作者最終 的 目 標(biāo) 。為了讓這種工藝手段具有更廣闊的應(yīng)用前景 , 有必要更加深入地 了解和認(rèn)知這種工藝方法 ,不斷 優(yōu)化各項(xiàng)參數(shù) ,努力尋找更優(yōu) 的超聲波噴丸方法。
噴拋丸設(shè)備、噴丸強(qiáng)化技術(shù)服務(wù),182 0189 8806 文章鏈接:http://m.syzsxby.com/1423/
 微信聯(lián)系咨詢
微信聯(lián)系咨詢 擊這里給我發(fā)消息")